Strojarska poduzeća sve više integriraju visokopreciznu mjernu opremu u proizvodne procese. Primjerice, pomoću kontrole pred-štancne linije možete dobiti dijelove s optimalnim geometrijskim parametrima do 0.01-02 μm. Posebno je važna proizvodnja takvih elemenata u zrakoplovnoj i svemirskoj gradnji, što zahtijeva korištenje složenih komponenti preciznosti. Također, nije isključena ni mogućnost korištenja takvih tehnika u sektorima teške industrije, koja služi potrebama široke publike masovnog potrošača. Na takvim postrojenjima i tvornicama upotrebljava se koordinatni mjerni stroj (KIM) koji omogućuje kontrolu procesa proizvodnje i obrade slijepih uzoraka, probojaca, klipnih elemenata, potrošnog materijala itd.
Princip rada opreme
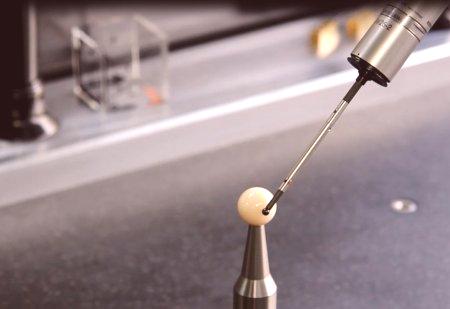
Cijeli se proces može podijeliti u dvije faze. Prvo se formira koordinatni model ili shema u kojoj se raspodjeljuju kontrolne točke. Broj ravnina za snimanje može varirati, ovisno o vrsti opreme. Najjednostavniji modeli skeniraju objekt u sustavu konstruiranom na osi X, Y, Z u odnosu na baznu točku. Tehnološki 6-osni koordinatno-mjerni stroj temelji se na principu paralelne kinematike. To znači da operater dobiva dinamički model u obliku krnje piramide, u kojoj se nalazi 6 metara na pokretnoj kočiji. Druga faza uključuje izravno čitanjeinformacije o geometrijskim parametrima ispitivanog objekta. To se radi sondama ili senzorima koji skeniraju ciljni dio. Postoje kontaktne i beskontaktne vrste sondi - u skladu s tim, prva interakcija s radnom površinom, a druga djeluje na principu valnog zračenja. Tipični koordinatni mjerni strojevi u strojarstvu obično rade na piezoelektričnim senzorima, koji se mogu nadopuniti mehaničkim i električnim kontaktorima. Riječ je o tradicionalnoj opremi za skeniranje, na nedostatke kod kojih postoji velika pogreška, koja se određuje razlikom u snazi dodira sondi. I ovdje se isplati pribjeći postojećim kontrolnim metodama, koje se redovito oplemenjuju.
Metode upravljanja
U sustavima prve generacije korištena je metoda plazma-predloška za izračunavanje geometrijskih podataka, ali danas poduzeća idu na freeware. Temeljna razlika između tih metoda je odbacivanje fizičkih obrazaca i oblika kroz koje je provedena kontrola. Novi KIM moduli koriste elektronički model koji daje trodimenzionalnu sliku na izlazu “na temelju matematičkih izračuna. Koja je prednost takvog stroja za mjerenje koordinata? Prije svega, unifikacija skupa podataka, koji se može koristiti za druge izračune. Prikupljene informacije unose se u bazu podataka i automatski se prenose na druga područja kontrole koja se bave proučavanjem susjednih dijelova. Na kraju, proces proizvodnje i visoko precizna montaža dijelova su međusobno optimizirani. U ovom slučaju iu segmentuSlobodne tehnike imaju vlastite tehnološke grane. Potrebno je razlikovati holografske, optičke i fotogrametrijske metode kontrole. Najviše obećava laserska metoda skeniranja objekta.
Značajke laserske kontrole
U biti, digitalna metoda karakterizira fleksibilnost u oblikovanju modela koji podržavaju različite vrste mjerenja - na primjer, kutni i linearni. U procesu skeniranja formira se laserska zraka uz korištenje difrakcijskog efekta. Takva se kontrola češće koristi u proizvodnji osovina, prijenosnih elemenata, šasije, itd. Uz pomoć uređaja za foto-prijemnik, također se ostvaruje neparalelna provjera parametara proizvoda. U tom slučaju, laserski koordinatni mjerni stroj vam omogućuje da odredite veličinu rupa, nedostatke pomaka, vibracije i druge karakteristike. U budućnosti, prema rezultatima dijagnoze, inženjer donosi odluku o uravnoteženju ili djelomičnoj mehaničkoj evoluciji jedinice. Laser auto refraction se koristi za mjerenje opterećenja. Ova tehnologija bilježi indeks pomaka sa statičkim opterećenjem na ciljnu površinu vratila zupčanika i tehničkih sredstava.
Značajke CIM-a
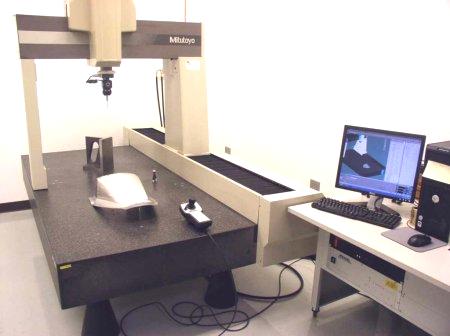
Takvi strojevi po svojoj veličini i dizajnu podsjećaju na industrijske strojne jedinice, ali glavne karakteristike izvedbe odražavaju se u preciznijim kontrolnim jedinicama i tehničkim podacima. To uključuje sljedeće parametre tipičnog modela:
Pogreška mjerenja - raspon od 01 do 01 mm.
Kretanje osi u osi - 700-1000 mm, au jednoj instalaciji karakter kretanja na različitim osima može se razlikovati.
Maksimalna dopuštena masa obratka - industrijski koordinatni mjerni stroj koji može servisirati dijelove mase do 1000 kg
Snaga - prosječno 1500 W.
Napon - 380 W s dopuštenim oscilacijama do 10%.
Radne temperature - 10-35 ° S.
Klasifikacija strojeva prema načinu upravljanja
Modeli koji koriste suvremene metode mjerenja, koje se uglavnom kontroliraju putem udaljenih panela. Primjenjuje se načelo programskog upravljanja koje se temelji na radu mjernih instrumenata baziranih na CNC (numeričko programiranje). Glavni dio kontrolnih i mjernih sustava danas radi pod kombiniranom shemom. To uključuje kombinaciju mehaničkih i elektroničkih kontrola s elementima automatizacije. Napredna oprema i uopće osiguravaju spojeve istih sondi s paralelno funkcionirajućom proizvodnom opremom, na kojoj se izdaju susjedni dijelovi. Također se koristi tradicionalna konfiguracija ručnog upravljanja. U tom slučaju operater koordinatno-mjernog stroja nalazi se izravno na upravljačkoj liniji i komunicira s tehnikom pomoću posebne palice za upravljanje. Ovaj se model koristi u plazmo-uzorkovanim agregatima i postupno prelazi u prošlost.
Klasifikacija prema izvedbi projekta
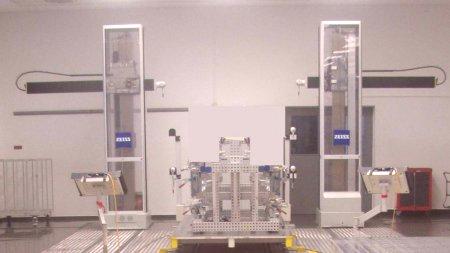
Ovisno o radnim uvjetima i zadacima obrade, mogu se koristiti horizontalni, vertikalni i mostovi.KIM. Prva verzija osigurava visoku preciznost zbog krutosti dizajna. U tom slučaju operator dobiva izravan pristup unutarnjoj strukturi ciljanog objekta. U praksi se u održavanju malih dijelova često koriste horizontalne instalacije. Vertikalni koordinatno-mjerni strojevi smatraju se najtočnijim, stoga se koriste u odgovornim mjeriteljskim istraživanjima. Međutim, za korištenje takve opreme potrebna je trgovina s termostatom, kao i visoki troškovi održavanja sustava. Što se tiče mostova, oni, zahvaljujući opremi otpornoj na habanje, omogućuju rad s velikim proizvodima.
Mobilni i fiksni CIM
U biti, stacionarni strojevi se koriste na transportnim snopovima, orijentirani na specifične zadatke servisiranja poluga s određenim parametrima. Međutim, kod obrade jedinstvenih velikih gredica može biti potrebna anketa "odlaska". U tom slučaju trebat će vam prijenosni koordinatni mjerni stroj, opremljen s višeosnim upravljačkim jedinicama. Nekoliko funkcionalnih rukava s osjetljivim senzorima analizira objekt na daljinu slanjem podataka na računalo ili drugi uređaj koji obrađuje informacije.
Primjena CIM-a
Upravljački i mjerni sustavi različitih izvedbi potrebni su u strojarstvu, zrakoplovstvu, metalurškim i drugim poduzećima. U malim tvornicama i radionicama često se koriste kompaktne ručne jedinice.Točna kontrola u ovom slučaju omogućuje izradu ekskluzivnih malih dijelova s ispravnom geometrijom. U složenim tehnološkim procesima, sama upotreba koordinatno-mjernih strojeva opravdava se i kao način kombiniranja nekoliko faza proizvodnje. Na primjer, kontrolni čvor može djelovati kao centar za prikupljanje informacija o svim dijelovima i pojedinostima dizajna ili gotovog tehničkog sredstva koje smanjuje rizik od pogreške.
Zaključak
Uvođenje CIM-a u proizvodni proces odavno je pokazatelj suvremenog pristupa poduzetničkoj aktivnosti. Uskraćivanje zastarjelih pristupa kontrolnim elementima i opremi pomoću predložaka povećava kvalitetu montaže i tehnološku učinkovitost radnog prostora. Istovremeno se u različitim aspektima redovito poboljšava nova generacija mjernih uređaja za upravljanje geometrijskim parametrima. Dakle, napredni smjer razvoja može se nazvati beskontaktnim laserskim skenerima, koji se razlikuju u jednostavnosti korištenja i visokoj točnosti analize. Jedini nedostatak progresivnih sustava ovog tipa su visoki troškovi i visoki troškovi usluge. U ovoj fazi, laserski modeli koordinatno-mjernih sustava dostupni su samo velikim industrijskim kompleksima, kao i istraživačkim centrima.
 Cijeli se proces može podijeliti u dvije faze. Prvo se formira koordinatni model ili shema u kojoj se raspodjeljuju kontrolne točke. Broj ravnina za snimanje može varirati, ovisno o vrsti opreme. Najjednostavniji modeli skeniraju objekt u sustavu konstruiranom na osi X, Y, Z u odnosu na baznu točku. Tehnološki 6-osni koordinatno-mjerni stroj temelji se na principu paralelne kinematike. To znači da operater dobiva dinamički model u obliku krnje piramide, u kojoj se nalazi 6 metara na pokretnoj kočiji. Druga faza uključuje izravno čitanjeinformacije o geometrijskim parametrima ispitivanog objekta. To se radi sondama ili senzorima koji skeniraju ciljni dio. Postoje kontaktne i beskontaktne vrste sondi - u skladu s tim, prva interakcija s radnom površinom, a druga djeluje na principu valnog zračenja. Tipični koordinatni mjerni strojevi u strojarstvu obično rade na piezoelektričnim senzorima, koji se mogu nadopuniti mehaničkim i električnim kontaktorima. Riječ je o tradicionalnoj opremi za skeniranje, na nedostatke kod kojih postoji velika pogreška, koja se određuje razlikom u snazi dodira sondi. I ovdje se isplati pribjeći postojećim kontrolnim metodama, koje se redovito oplemenjuju.
Cijeli se proces može podijeliti u dvije faze. Prvo se formira koordinatni model ili shema u kojoj se raspodjeljuju kontrolne točke. Broj ravnina za snimanje može varirati, ovisno o vrsti opreme. Najjednostavniji modeli skeniraju objekt u sustavu konstruiranom na osi X, Y, Z u odnosu na baznu točku. Tehnološki 6-osni koordinatno-mjerni stroj temelji se na principu paralelne kinematike. To znači da operater dobiva dinamički model u obliku krnje piramide, u kojoj se nalazi 6 metara na pokretnoj kočiji. Druga faza uključuje izravno čitanjeinformacije o geometrijskim parametrima ispitivanog objekta. To se radi sondama ili senzorima koji skeniraju ciljni dio. Postoje kontaktne i beskontaktne vrste sondi - u skladu s tim, prva interakcija s radnom površinom, a druga djeluje na principu valnog zračenja. Tipični koordinatni mjerni strojevi u strojarstvu obično rade na piezoelektričnim senzorima, koji se mogu nadopuniti mehaničkim i električnim kontaktorima. Riječ je o tradicionalnoj opremi za skeniranje, na nedostatke kod kojih postoji velika pogreška, koja se određuje razlikom u snazi dodira sondi. I ovdje se isplati pribjeći postojećim kontrolnim metodama, koje se redovito oplemenjuju.